单价 ¥ 面议
起订量
包装规格
付款方式
产地 天津
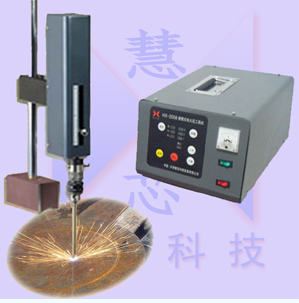
| 产品名称:HX-2008便携式电火花工具机 说明书下载:  HX-2008系列便携式电火花工具机使用说明书.doc HX-2008系列便携式电火花工具机使用说明书.doc产品型号:HX-2008型 产品特点说明: 在机械加工中,随着自动化设备的大量使用,工具/刀具折断成为影响产品合格率的很主要的一个因素。常规处理丝锥、钻头等折断在工件里的方法无非是手工慢慢剔、砸碎、气焊后拧出,甚至酸腐蚀、火焰切割烧等方法,不但很多时候处理不好,即使处理完。也会损伤工件。 HX-2008便携式电火花工具机可方便无损的去除折断在工件里的工具/刀具。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
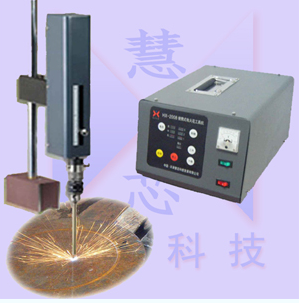
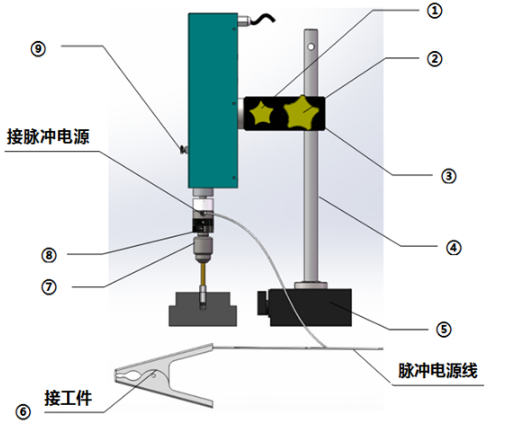
| 这种便携式电火花机的工作原理非常简单,既是利用工件中的丝锥折断物和电极接触短路产生火花,腐蚀丝锥折断物,将断丝锥一点点打碎取出。 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
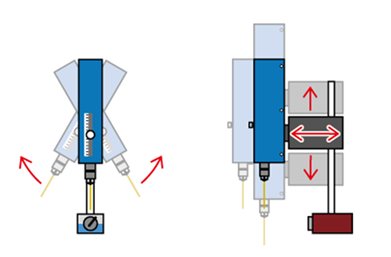
1、去除折断在工件中各种直径的丝锥、钻头、绞刀、螺钉、塞规等工具/刀具; 2、可在任意大小、形状的工件上加工; 3、工件上各种角度位置的加工; 4、加工非精度要求孔; 5、尤其适用于难于在电火花机床上加工的大型工件。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1、采用电蚀原理去除折断刀具,非接触加工,加工中不受力,不损伤工件;
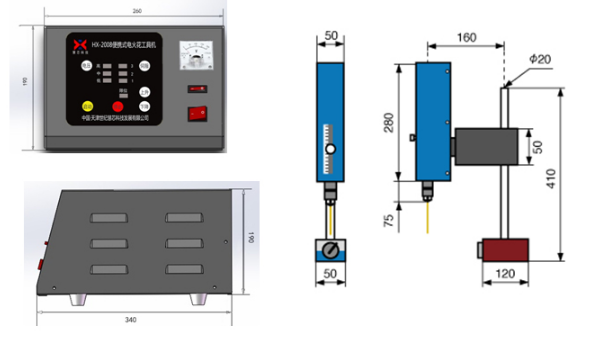
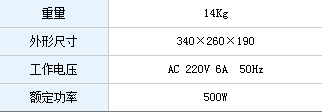
1.主要参数及技术指标
电源箱参数: 放电机构参数: 放电加工技术参数: 2.组成部分 1.电源箱前面板 2.电源箱后面板 3.电源箱前面板说明 4.电源箱后面板说明
放电机构各部件说明: 
 天津世纪慧芯科技发展有限公司
24小时咨询电话: 联系人:刘经理 手机:13920886423,18222075213 传真:022-27150757-806 E-mai:shijihuixin2008@yahoo.com 地址:天津市北辰区北辰科技园华丰道38号A  电火花事业部相关产品
在机械加工中,随着自动化设备的大量应用,工具/刀具折断成为影响产品合格率的重要的一个因素。常规处理丝锥、钻头等折断在工件里的方法无非是手工慢慢剔、砸碎、气焊后拧出,甚至酸腐蚀、火焰切割烧等方法,不但很多时候处理不好,即使处理完。也会损伤工件。
HX-2008便携式电火花工具机可方便无损的去除折断在工件里的工具/刀具。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




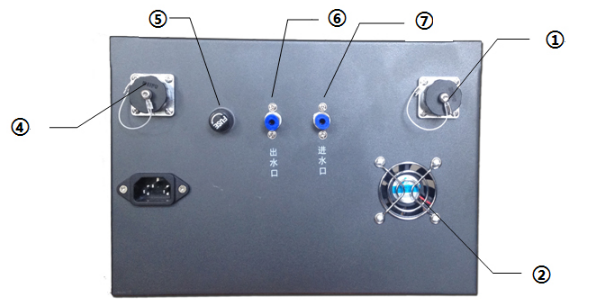









 1.电源箱前面板
1.电源箱前面板